游标卡尺
游标卡尺作为精密测量工具,在机械制造、工程检测等领域应用广泛。它由主尺与附有游标的副尺组成,通过主副尺刻度间的微小差值实现高精度测量,精度可达0.02毫米甚至更高。其测量功能多样,不仅能精准测量物体的长度、内外径,还可用于深度测量,满足不同场景需求。使用时,将卡尺卡合于被测物体,读取主副尺对齐刻度即可得出数值。游标卡尺凭借操作简便、测量准确、耐用性强等优势,成为工业生产中不可或缺的计量器具,为保障产品质量和尺寸精度发挥着重要作用。
中文名:
游标卡尺英文名:
Vernier Calliper追溯时间:
公元1世纪初主要材质:
碳钢、工具钢或不锈钢组成结构:
主尺、副尺(游标)、上量爪、下量爪、深度尺以及紧定螺钉运用领域:
建筑或者工业;以及实验室测量游标卡尺(Vernier Calliper)是一种用于测量长度、内外径及深度的精密量具。它由主尺和附在主尺上能滑动的游标两部分构成。从背面观察,游标是一个整体,深度尺与游标尺相连,可用于测量槽和筒的深度。主尺尾端设有深度尺,专门用于测量孔深。
")
发展历史
早期发明
中国汉代科学技术高度发达,发明了众多领先世界的先进仪器和器具,如浑天仪、地动仪、水排等。这些圆轴类零件的出现,预示着刻线直尺在中国的诞生。最早的卡尺可追溯至公元1世纪初的新莽时期,经考古学家证实,此时中国已发明卡尺并应用于生产。新莽卡尺的外形及刻度与现代游标卡尺相似,但并非游标读数。同时,在欧洲第一次工业革命前,也出现了一种与青铜卡尺类似的“卡钳尺”,均为刻线卡尺。
细分读数原理的发明
葡萄牙数学家佩德罗·努涅斯(Pedryo Nunez)利用人眼善于分辨刻线对齐的特点,通过游尺刻度和主尺刻度的微小差值实现对微小值的补整,发明了细分读数原理,为欧洲后期游标卡尺的发明奠定了基础。
现代游标卡尺的诞生
最具现代测量价值的游标卡尺一般认为由法国数学家皮埃尔·维尼尔(Pierre Vernier)于1631年发明。他在数学专著《新四分圆的结构、利用及特性》中详细记述了游标卡尺的结构和原理,其名字“Vernier”也成为了英文中“游标”一词的来源。1851年,美国Brown&Sharpe公司结合Nonuth及Vernier的构想,制造出第一支游标卡尺,后经德国Masuer兵工厂改良,成为工程上应用最广的量具。
普及与改进
1854年,荷兰、法国、德国、英国普遍使用游标卡尺;1856年,日本也普及了游标卡尺。随着制造技术的不断更新和提高,游标卡尺逐渐成为通用性的长度测量工具。
数显卡尺的雏形
1972年,瑞士TRIMOS公司首次研制成功容栅测长系统,随后大规模CMOS电路的出现使容栅在游标卡尺上获得应用,数显卡尺的雏形由此诞生。1973年春,瑞士“特萨(TESA)工具公司”研制出带表卡尺,其指示表最小读数值为0.02毫米。1975年,瑞典JOHANSSON公司推出JOCAL卡尺,这种电子卡尺在尺体上制作了容栅标尺,读数头上有容栅滑尺。日本三豊公司于1980年最先生产出测量范围0~150毫米的数显卡尺,最小显示为0.01毫米或0.0005英寸;1984年的SYLVAC数显卡尺精度达到0.02mm。
自动化与智能化发展
进入21世纪后,随着高新技术的发展,自动化、智能化逐渐应用于游标卡尺,特别是在长度测量中激光技术和计算机技术的应用,使长度测量的量程和精度有了显著提高。如三丰、TESA等公司已发展到快速视觉测量系统。
")
结构组成
基本构成
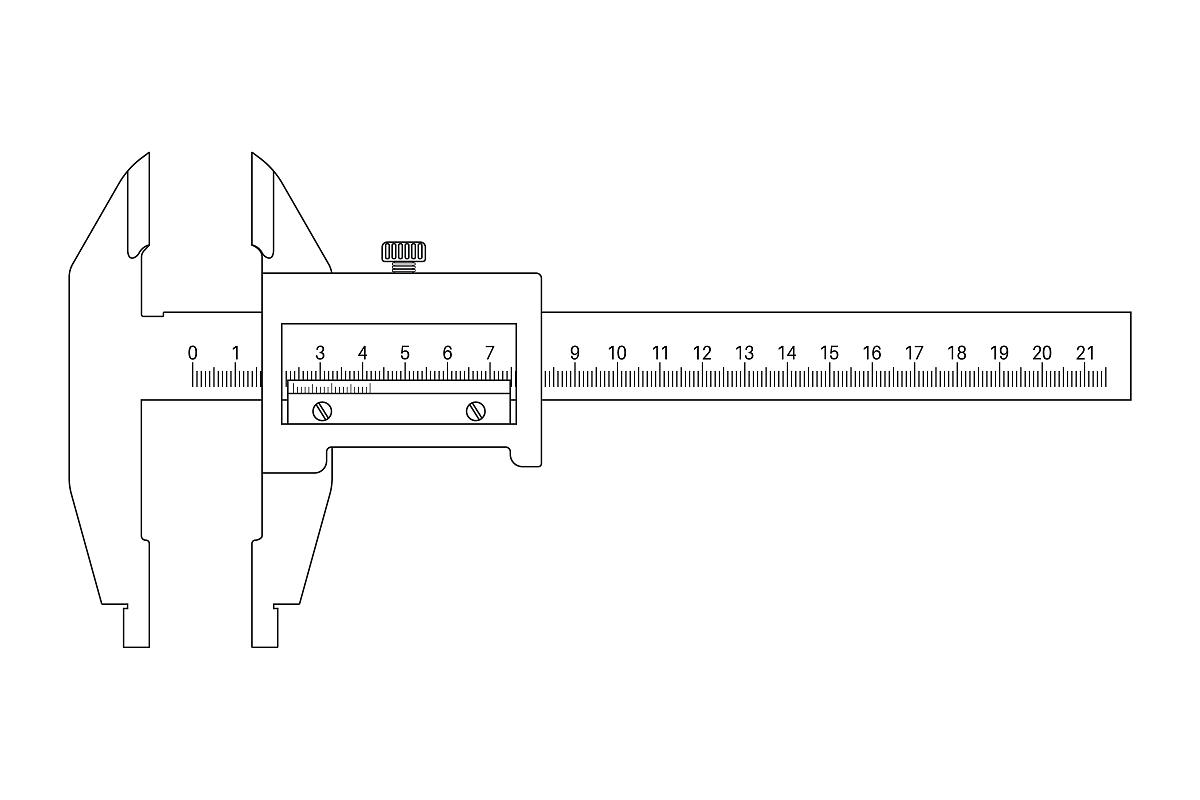
游标卡尺的主体是一个刻有刻度的尺身,称为主尺。沿着主尺滑动的尺框上装有游标(副尺)。此外,游标卡尺还由上量爪、下量爪、深度尺、紧定螺钉等组成。主尺与左面固定的上、下量爪制成一整体,副尺与右面活动的上、下量爪制成另一整体,套装在主尺上并可沿主尺滑动。
游标卡尺结构图示
| 部件 | 说明 |
|---|---|
| 主尺 | 刻有刻度的尺身,一般以毫米为单位 |
| 副尺(游标) | 沿主尺滑动的尺框上的游标,有10、20或50个分格 |
| 上量爪 | 用于测量外径或长度 |
| 下量爪 | 用于测量内径或深度 |
| 深度尺 | 位于主尺尾端,用于测量孔深 |
| 紧定螺钉 | 用于固定游标尺框,测量时松开,读数时固定 |
各部件详解
主尺
游标卡尺的主尺一般以毫米为单位,是测量的基准。
游标
游标上有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度、二十分度、五十分度游标卡尺等。游标为十分度时,其长度为9mm;二十分度时,长度为19mm;五十分度时,长度为49mm。常用游标卡尺按其精度可分为0.1mm、0.05mm和0.02mm三种,其中精度为0.05mm和0.02mm的游标卡尺较为常见。
量爪
游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪。内测量爪通常用于测量内径,外测量爪通常用于测量长度和外径。
深度尺
深度尺位于主尺的尾端,专门用于测量孔深。
紧定螺钉
紧定螺钉用于固定游标尺框,测量时松开以便移动游标,读数时固定以确保读数准确。
")
工作原理
以游标读数值为0.05mm的游标卡尺为例,主尺刻线间距(每格)为1mm。当游标零线与主尺零线对准(两爪合并)时,第20刻线正好指向主尺上的19mm,而游标上的其他刻线都不会与尺上任一条刻线对准。因此,游标上的每格宽度为19/20=0.95mm。主尺刻线间距与游标刻线间距之差为1-0.95=0.05mm,这0.05mm即为游标读数值(分度值),是此游标卡尺上游标所读出的最小数值。
当游标向右移动0.05mm时,游标零线后的第1根刻线与主尺刻线对准;当游标向右移动0.1mm时,游标零线后的第2根刻线与主尺刻线对准,以此类推。当游标第n条刻线与主尺第n条刻线对齐时,零件尺寸为n x 0.05mm。根据这个原理,可以读出小于1mm的小数部分的尺寸。
使用方法
测量
测量前应将卡尺和被测物擦拭干净,量爪贴合后查看游标和主尺身的零刻度线是否对齐。如果对齐,便可以直接进行测量,此过程称为校对游标卡尺的零位。若未对齐,则需记取零误差:游标的零刻度线在尺身零刻度线右侧称为正零误差,在左侧称为负零误差。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测物体,使待测物位于外测量爪之间。轻轻摆动被测物或卡尺,当与量爪紧紧相贴时,找出最大值或最小值即可读数。测量外尺寸时,卡尺两测量面联线应垂直于被测量表面。
测量过程中,因卡尺无恒定力装置,必须使用正确的测力来测量工件,不允许过分地施加压力。所用压力应使两个量爪刚好接触零件表面,同时防止卡尺歪斜。移动尺框时,活动要自如,不应有过松或过紧的现象,更不能有晃动。用固定螺钉固定游标尺框时,卡尺的读数不应有所改变。在移动游标尺框时,不要忘记松开固定螺丝,也不宜过松以免掉落。
读数
读数时首先以游标零刻度线为准在尺身上读取毫米整数,然后看游标上第几条刻度线与尺身的刻度线对齐。如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米。若没有正好对齐的线,则取最接近对齐的线进行读数。如有零误差,则应加上或减去零误差(若零误差为负,相当于加上相同大小的零误差)。读数结果为:测量值=主尺读数+游标尺读数=主尺的小格数(mm)+精度 × 游标与主尺对齐的游标尺小格数(mm)。
判定游标上哪条刻度线与尺身刻度线对准时,可选定相邻的三条线。如左侧的线在尺身对应线之右,右侧的线在尺身对应线之左,中间那条线便可以认为是对准了。
")
特点应用
特点
游标卡尺具有结构简单、使用方便、精度中等和测量尺寸范围大等特点。
用途
游标卡尺常用来测量零件的宽度、外尺寸、内尺寸、段差、深度等尺寸。在使用场景方面,游标卡尺主要应用于实验室对仪器部件等进行精密测量,同时也可在车间现场进行测量,在建筑或工业中应用也较多。此外,还可应用于水文测量,如测量承雨器的口径、冰雹直径等方面。
产品分类
根据显示方式分
游标卡尺根据显示方式可以分为机械式、指针式(又称带表式)和数字显示式。
机械卡尺
机械卡尺是最为常见的游标卡尺。根据游标零线所处位置读出尺身刻度的整数部分,然后判断游标的哪一根刻线与尺身刻线重合。重合的游标刻线序数乘以游标分度值,即可得出尺身刻度的小数部分。尺身读数与游标读数相加即为测得值。
机械卡尺结构图示
| 部件 | 说明 |
|---|---|
| 尺身 | 刻有毫米刻度的主尺 |
| 尺框 | 沿主尺滑动的部分 |
| 活动量尺 | 可移动的测量部分 |
| 固定量爪 | 固定的测量爪 |
| 内量爪 | 用于测量内径 |
| 固定螺丝 | 用于固定尺框 |
带表卡尺
带表卡尺的尺身上刻有毫米刻线,并装有高精度尺条。以齿条为基准带动百分表指针转动,替代游标装置进行读数,比普通游标卡尺读数更为快捷准确。百分表的分度值有0.01mm、0.02mm和0.05mm三种。
带表卡尺结构图示
| 部件 | 说明 |
|---|---|
| 尺身 | 刻有毫米刻度的主尺 |
| 百分表 | 显示测量值的表盘 |
| 尺条 | 高精度测量条 |
数显卡尺
数显卡尺在尺身上均匀分布的容栅代替了刻线,通过电容传感器与集成电路将测量爪的位移量转换为数字显示。尺框上装有显示窗、公英制转换按钮、置零按钮等。通过置零按钮可以随时在尺身的任何位置置零,以便进行相对测量。
数显卡尺结构图示
| 部件 | 说明 |
|---|---|
| 尺身 | 带有容栅的主尺 |
| 尺框 | 沿主尺滑动的部分 |
| 公英制转换钮 | 切换公英制显示的按钮 |
| 置零按钮 | 用于置零的按钮 |
根据结构分
游标卡尺根据结构可分为单面卡尺、双面卡尺和三用卡尺。
单面卡尺
单面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸。
双面卡尺
双面卡尺的上量爪为刀口形外量爪,下量爪为内外量爪,可测内外尺寸。
三用卡尺
三用卡尺的内量爪带刀口形,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度。
按照用途分
除了上述普通测量长度的游标卡尺外,还有专门用于测量高度、深度以及齿厚的游标卡尺。
深度游标卡尺
深度游标卡尺专门用来测量台阶的高度、孔深和槽深等。其结构与游标卡尺基本相同,特点是把尺身测量面和尺框测量面作为量爪,利用这两个测量面之间的相对位置变化来进行测量。若它们同在一个平面上时,深度尺的读数为零。
高度游标卡尺
高度游标卡尺用来测量零件的高度和划线。其结构特点是用质量较大的底座代替卡尺的固定量爪,在活动尺框的横臂上,可根据需要安装不同形式的量爪。
齿厚游标卡尺
齿厚游标卡尺用来测量齿轮(或蜗杆)的弦齿厚或弦齿高。其结构特点是相当于将两把普通卡尺互相垂直联合而成。利用游标原理,以齿高尺定位,对齿厚尺两量爪相对移动分隔的距离进行读数。
发展趋势
异型化
随着机械制造业的快速发展,各种类型的零件种类繁多,形状、结构都较为复杂。因此,需要用配套的测量工具对特殊部位的尺寸进行检测,专门研发专用的异型游标卡尺成为趋势。
一体化
目前的机械产品检测设备通常是一物一用,即分别具有独立的、不同的功能。未来必将实现功能的集成,即一台检测设备可实现多项检测功能,甚至可通过流水线完成机械产品的全检测过程,最后出具产品检测报告。
自动化
随着自动化技术的发展,机械产品的检测将越来越少地依靠人力和人工手段进行。取而代之的是自动检测产品,可实现在加工过程中的检验,及时发现质量问题,避免流入下一道工序带来资源浪费。
智能化
智能化的发展源自于自动化技术的进步,主要是在自动采集传输数据的基础上进行智能的计算分析。由计算机预先编制好的程序对数据进行统一分析判断,对存在质量误差的产品报警,实现无人值守作业。通过对数显游标卡尺测量数据的自动化记录,可以降低记录测量数据错误的机会,提高测量记录的效率。
标准规范
按照GB/T 21389-2008标准,规定了游标卡尺、带表卡尺和数显卡尺的术语和定义、形式与基本参数、要求、试验方法、检验条件、检验方法、标志与包装等。该标准适用于分度值/分辨力为0.01mm、0.02mm、0.05mm和0.10mm,测量范围为(0~70)mm 至(0~4000)mm 的游标卡尺、带表卡尺和数显卡尺。
相对位置规定
该标准对于游标卡尺的不同部分相对位置有相应规定。游标卡尺的游标尺标记表面棱边至主标尺标记表面的距离不应大于 0.30 mm;微视差游标卡尺的游标尺标记表面棱边至主标尺标记表面间的距离h,游标尺标记端面与主标尺标记端面的距离s,不应超过下表的规定:
游标卡尺相对位置规定
| 分度值 | 游标尺标记表面棱边至主标尺标记表面间的距离h | 游标尺标记端面与主标尺标记端面的距离s |
|---|---|---|
| 测量范围上限≤500mm | 测量范围上限>500mm | |
| 0.02mm | ±0.06mm | ±0.08mm |
| 0.05mm | ±0.08mm | ±0.10mm |
| 0.10mm | ±0.10mm | ±0.12mm |
指针与圆标尺规定
带表卡尺的指针末端应盖住圆标尺上短标尺标记长度的 30%~80%;指针末端与圆标尺标记表面间的间隙不应大于下表的规定:
带表卡尺指针与圆标尺规定
| 分度值 | 指针末端与圆标尺标记表面间的间隙 |
|---|---|
| 0.01/0.02mm | 0.7mm |
| 0.05mm | 1.0mm |
零值误差规定
按照GB/T 21389-2008标准,对于零值误差的规定,游标卡尺两外测量面手感接触时,游标尺上的“零”“尾”标尺标记与主标尺相应标尺标记应相互重合,其重合度按照下图规定:
游标卡尺零值误差规定
| 分度值 | “零”标尺标记重合度 | “尾”标尺标记重合度 |
|---|---|---|
| 游标尺(可调) | 游标尺(不可调) | |
| 0.02mm | ±0.005mm | ±0.010mm |
| 0.05mm | ±0.02mm | ±0.025mm |
| 0.10mm | ±0.010mm | ±0.015mm |
注意事项
轻拿轻放
游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下。使用时不要用它来测量表面粗糙的物体,以免损坏量爪。避免与刃具放在一起,以免刃具划伤游标卡尺的表面。不使用时应置于中性、干燥的地方,远离酸碱性物质,防止锈蚀。
校对零位
测量前应把卡尺擦拭干净,检查卡尺的两个测量面和测量刃口是否平直无损。把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准。这个过程称为校对游标卡尺的零位。
正确移动游标尺框
移动游标尺框时,要活动自如,不应过松或过紧,更不能有晃动现象。用固定螺钉固定游标尺框时,卡尺的读数不应有所改变。在移动游标尺框时,不要忘记松开固定螺钉,也不宜让游标尺框过松。
正确施加压力
用游标卡尺测量零件时,不允许过分地施加压力。所用压力应使两个量爪刚好接触零件表面。如果测量时压力过大,不但会使量爪弯曲或磨损,且量爪在压力作用下将产生弹性变形,使测量得到的尺寸不准确(外径尺寸测量值小于实际尺寸,内孔尺寸测量值大于实际尺寸)。
正确读数
在游标卡尺上读数时,应把卡尺水平地拿着,朝着亮光的方向,使人的视线尽可能和卡尺的刻线表面垂直,以免由于视线的歪斜而造成读数误差。为了获得正确的测量结果,可以多测量几次,即在零件的同一截面上的不同方向进行测量。对于较长零件,则应当在全长的各个部位分段进行测量,以便获得一个比较正确的测量结果。
词条图片